
某某建筑工程公司开始研究应用液压滑升施工新工艺,对双曲线冷却塔施工工艺进行改革,通过了一系列试验和实践,由直门架连续滑升工艺逐步地发展到直门架分阶段滑升新工艺,并且在质量、进度和经济效果等方面逐步趋向完善,为任意形状、变截面的高耸薄壁混凝土构筑物实现机械化施工、解放笨重体力劳动和提高劳动生产率开辟了新途径。
双曲线回转体薄壁混凝土结构的施工是一项对工程质量要求十分严格、施工技术比较复杂的工作。这些年来,在双曲线冷却塔施工中,一般均采用附着式三角架人工倒模弦施工,虽然技术水平比过去有所提高,但仍然没有摆脱施工周期长,体力劳动强度大,施工不够安全,劳动力消耗多的落后局面。
这项新工艺在冷却塔施工工程质量方面超过了倒模工艺,在劳动消耗方面,由于改善了劳动条件,提高了机械化水平,比旧工艺可节约劳动力25%左右,冷却塔施工进度方面赶上了倒模工艺。因此,它是一项适合我国国情较先进的冷却塔施工工艺。
直门架分阶段滑升工艺具有很强的适应性和灵活性。由于它综合了滑模和脱模提升的优点,因此,它不但可以施工双曲线冷却塔一类的工程,而且也能适应内倾角为70°左右的其它薄壁混疑土构筑物,同时,也适用十对表面有花饰要求的构筑物,如电视塔、贮水塔、隙望塔等任意形状的筒形混凝土构筑物。
直门架分阶段滑升工艺方案的根本出发点,主要解决筒壁几何尺寸的施工精度和筒壁混凝土的出模质量两大问题,以满足双曲塔投产后的生产工艺要求和使用寿命。
一、直门架分阶段滑升工艺原理及构造
1.工艺原理
大型双曲线冷却塔滑升施工工艺及模板结构体系,主要是从双曲线冷却塔的造型出发,在双曲线冷却塔施工施工中保证双曲线回转体随高度变化的同时,相应地同步完成对平面直径、圆周长度、筒体倾斜角、筒壁厚度等四项参数的变化;并在此基本条件下,考虑滑升速度和混凝土强度之间的关系以及工艺与结构体系之间的影响。
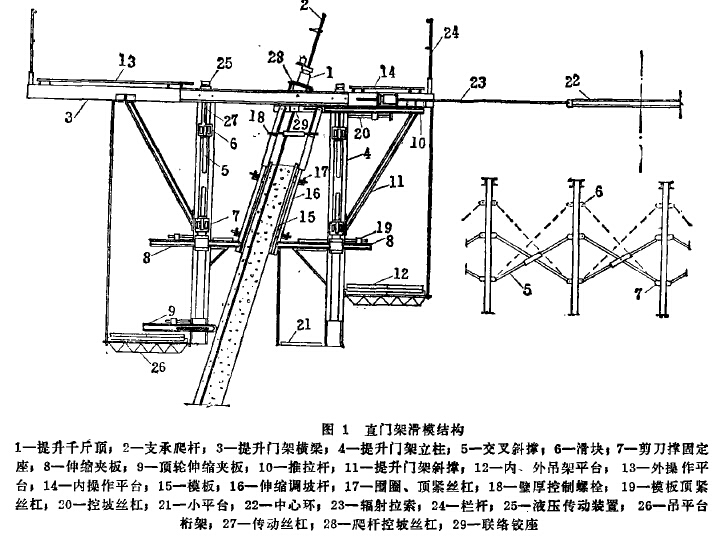
模板结构体系是保持整个滑模装置的空间稳定,并保证混凝土筒体成型精度的关键部分,由提升门架、模板组(固定模板、收分模板、抽拔模板)、门架间的交叉斜撑、操作平台、吊架、中心环、中心辐射拉索以及控制机构等组成(图1)。
所谓直门架方案,即在双曲线冷却塔整个滑升过程中,提升门架一直处于垂直状态,而模板组在门架内作相对地变角动作,来完成双曲线回转体的成型。在达种基本状态中,筒壁倾斜角的变化,主要由调整千斤顶支承爬杆和模板组角度来实现,从初始最大正倾角逐步变化到最大负倾角。筒壁最大倾斜率可达40%左右。
由于门架一直处于直立状态,因此,只要调整门架间距的内、外交叉斜撑与门架之间的夹角,并配合中心辐射拉索的收放,就能达到改变平面直径的目的。直门架方案中,内外滑块的耳长采用不等值,内外交叉斜撑与门架夹角的变化是等值变化。圆周周长的变化,主要依靠模板组和收分围圈的自收分性能来完成。采用这种模板结构体系,可以随着模板的滑升,进行水平的收缩和扩大,并使直径随意缩小60%左右,总之,直门架方案,可以在满足筒壁几何尺寸的情况下,能够比较灵活地控制和调整。
冷却塔施工分阶段滑升工艺,是将直门架连续滑升改为分阶段滑升。在千斤顶支承杆脱空长度允许的条件下和支承杆根部混凝土强度达到15公斤/厘米2以上时,一次滑升模板的总高度为0.8~1.3米,以此高程为一个滑升阶段,并以这个滑升高程为基础,调整模板结构体系的平面直径、圆周周长、壁厚及倾斜角。也就是把连续滑升时混凝土一次浇灌高度由30厘米改为一次分层浇灌总高0.8~1.3米,将模板结构体系各部件参数变化由滑升过程中随时调整改为分阶段(0.8~1.3米)调整,因此简化了计算和调整手续。而且对水泥、附加剂、气候条件的要求,不象连续滑升工艺那样严格,从而降低了冷却塔施工技术上的难度。
冷却塔施工直门架分阶段滑升工艺的另一出发点,是为解决滑升工艺中混凝土出模质量问题,也是滑升施工工艺是否合理的重要标志。一般薄壁混凝土简体滑升时常出现拉裂、水平裂缝或表面出裙子(即鱼鳞状突起)等问题。为了避免上述现象,直门架分阶段滑升工艺,综合了滑升工艺和提升工艺的优点,在冷却塔筒壁施工时采用一侧模板滑升,另一侧模板微松后脱模提升的方法。由于双曲塔滑升模板结构体系变量较多,滑升中容易出现不协调现象。而且结构断面大,冷却塔施工操作面上混凝土出模强度不易控制,如采用边浇边滑工艺,各项变量控制需随同滑升进行调整,混凝土强度低,容易被折断,或因模板内混凝土自重小于混凝土与模板的摩阻力而被拉断。冷却塔施工分阶段滑升工艺完全避免了这些弊病,和浇灌混凝土时模板作为固定模板,保证了混凝土的密实性,而且滑升前,混凝土强度超过15公斤/厘米2以上,所谓松动一侧模板,即当混凝土筒体处于正倾角时(即向内收坡时)松内模,外模以混凝土筒壁为轨道处于滑升状态,而内模处于锥壳内侧脱模提升。
在混凝土筒体处于负倾角时(即向外放坡时)松外模,内模板以混凝土筒壁为轨道,处于滑升状态,而外模处于反锥体的外侧脱模提升。这样,使混凝土薄壁简体,在任何滑升阶段,模板组和混凝土筒壁之间的摩阻力都处于最小状态。而且模板体系的调整是在脱空的条件下进行的,因而避免了混凝土薄壁筒体拉裂和折断现象,确保了工程质量。另外,在模板结构体系设计中采取了一系列构造措施,对防止筒壁混凝土出裙子收到了良好效果。
冷却塔施工分阶段滑升工艺的另一特点,是克服了滑模必须连续施工、三班作业的缺点,而有可能把滑模作为常规施工进行组织,从而减少了由于连续滑升而一次投入大量劳动力的弊病。
2.模板结构体系
直门架分阶段沿升的模板结构体系,是由若干个滑模用的提升门架组成的一个可调铰接构架,其中包括垂直的专用提升门架、门架间的交叉斜撑、模板组、中心环、联结铰座、操作平台、吊架和提升机构等。
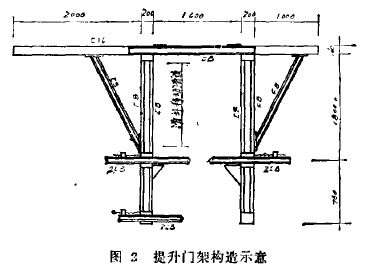
(1)门架:提升门架(图2)一般根据双曲塔的收分量和结构体系的荷载沿双曲塔圆周均匀布置。门架二立柱间的宽度由双曲塔筒壁最大厚度、最大坡度及模板调角旋转中心的位置来决定。为保证门架的径向刚度,在单片门架的外侧设斜撑二根。为保证门架本身的刚度要求,并考虑滑升中门架上设置传动件较多等因素,一般两侧立柱均设计成构架式。门架内侧上端设置与中心环相联的辐射钢拉索及收放设备。门架的内、外立柱上,设有与交叉斜撑相联滑块的滑道,其长度应通过计算决定。作为保证混凝土表面质量的措施,在门架外洲(即施工操作平台一侧)下端加设顶紧轮,减少浇灌混凝土时引起的平台颤动,加强了模板对筒壁的夹紧作用。立柱上还设有支承固定模板的伸缩夹板。
(2)模板组。为适应筒壁直径的变化,模板组由固定、收分、抽拔摸板和伸缩调坡杆以及可在圆周方向自由伸缩的内、外围圈构成。
模板的长度一般在1.2~1.5米,宽度一般在0.15~0.3米。一般情况下,内模上端比外模高出100~150毫米左右,以便于混凝土的浇灌。
在设计模板时,应考虑一次浇灌高度为1~1.5米混凝土所产生的侧压力。要尽力避免因刚度不足造成筒壁漏浆和出裙现象,尽可能增强模板根部的抵抗能力。为此,将下围圈移至模板最下端,以加强模板下口与混凝土筒壁的夹紧作用同时,改进了模板与围圈的联结方式,在模板上口加设壁厚控制螺拴。实践表明,效果很好。
(3)交叉斜撑:门架间设置的内、外两道交叉斜撑,是模板结构体系变坡和变径的主要部件,也是把门架组成多边形可调环状空间体系的关键部分。它的强度和可控性,对结构体系的环向刚度是举足轻重的因素,它与滑块之间的连接刚度,与中心拉索一起是保证结构径向刚度的重要部件。
交叉斜撑下端为固定铰接点,与门架相连;上端与镶嵌在门架立柱的滑块相连,构成了滑动铰接点,以便于通过控制系统,对交叉斜撑与门架之间的夹角进行控制与调整。
(4)中心环及辐射拉索:中心环及辐射拉索控圆装置,设置在结构的中心,从中心环用等长的辐射状拉索拉到门架上端内侧的收、放机构上。它是使整个环状结构始终保持圆形的重要设施。在滑升过程中,不断调整拉索的长度,使其经常处于等长拉紧状态。
(5)工作平台和吊架:为满足施工运输和操作的需要,在门架环形结构体系内外,设置二圈操作平台,并在其下面挂1~2个吊架。操作平台根据工艺要求,一般外宽(2米)内窄(1米)。在设计操作平台时,使外平台宽一些,作为冷却塔施工操作平台,有助于外模板紧贴筒壁,对提高混凝土筒壁表面质量有利。
(6)千斤顶、爬杆、控坡杆的联结铰座:此联结铰座是直门架滑升工艺中模板结构体系的重要调整部件。它与千斤顶、爬杆和二根调坡杆通过铰接联接,并安设在提升门架的横梁上。由一根丝杠或油缸进行控制,从而大大地简化了操作程序,为直门架滑升工艺的快速调整创造了条件。
3.提升机构
双曲塔分阶段滑升工艺的特点之一,是千斤顶爬杆脱空长度大,千斤顶及支承爬杆能否满足这项要求,是保证分阶段滑升工艺成败及经济效果的关键。在应用分阶段滑升工艺的冷却塔施工工程实践中,为充分利用原有滑模千斤顶,降低设备费用,将原有HQ-30珠式千斤顶改制成浮动式卡块千斤顶,使其由原来只能爬升Φ25毫米爬杆,扩大到能爬升Φ22、Φ25、Φ28及Φ25、Φ28毫米五种钢筋,扩大了对爬杆的选择性。由于螺纹钢筋含碳量高,并掺有合金锰及硅,因此在强度和刚度上都比3号钢(Φ25毫米)具有更大的潜力,从而可以节省爬杆及加固筋的用钢量。经同一类型塔采用分阶段滑升工艺实践对比,应用螺纹钢筋爬杆(Φ28毫米)较用3号钢Φ25毫米爬杆,降低爬杆及加固用钢量约50%以上。
二、滑升控制和纠偏
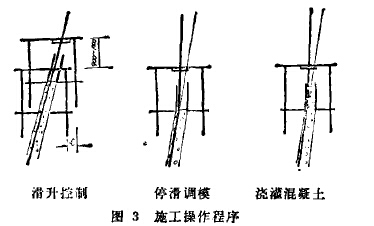
直门架分阶段滑升主要冷却塔施工程序分为三个阶段:滑升与控制阶段,包括松模(内或外模)、各构件变量数值控制、液压滑升及油路系统管理、钢筋绑扎等;停滑调模阶段,包括停滑后各构件变量控制、模板调整等,混凝土浇灌阶段(见图3)。其日滑升控制和调整是保证简壁几何尺寸精度的关键程序。双曲线冷却塔筒体几何尺寸变化较为复杂,为了满足冷却塔施工精度要求,必须根据预先计算的数值,严格控制模板部件在滑升中的位置变化,从而使模板能够准确就位,以满足筒壁在各滑升高程的平面直径、圆周长、壁厚及倾斜角的变化要求。
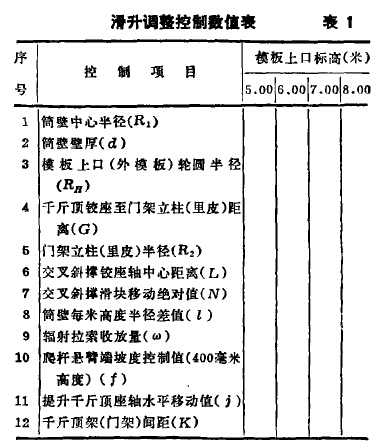
1.滑升控制数值表的编制
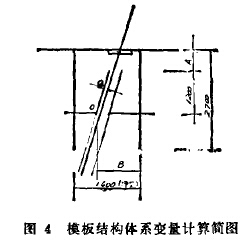
滑升控制数值表是滑升冷却塔施工中各变量控制数值的依据。此表是根据筒壁几何尺寸和直门架滑升模板体系的有关参数计算而得。根据冷却塔施工工艺特点,各变量数值计算依据下列假定(图4):以外模板下口与模板夹板相交点O作为模板的理想旋转中心,而且为不动点,即此点与门架立柱的距离B为一定值,该值是以满足内、外模板在门架净空内的最大向外或向内倾斜角口而定爬杆置于断面外侧(预留混凝土保护层),其坡度与混凝土筒壁外表面,即外模板坡度一致,爬杆中心线为千斤顶爬升轨迹,滑升中爬杆坡度不变,其它各构件变量数值均以此为依据进行计算,在模板脱空停滑后调整爬杆和模板坡度,模板上口至联结铰座轴中心距离A为一定值,即忽略模板向外翻转时引起的距离变化,计算以模板上口标高为依据,每米为一计算阶段。
2.冷却塔滑升施工的控制和调整
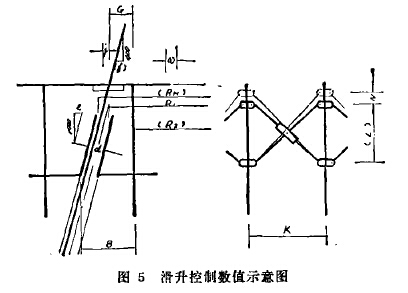
控制和调整工作是按滑升控制数值表(表1)进行的。控制项目分为二类:第一类为主要控制项目,即在每个滑升阶段都必须进行严格调整与控制的项目,如表1中的2、3、6、10、11等,第二类为检查控制项目,即在滑升中需随时检查与核对的项目,发现问题随时调整,如表1中4、7,9、11项。滑升控制数值项目知图5所示。图中特括号的数值为主要控制项目。
现将主要控制项目的控制方法分述如下:
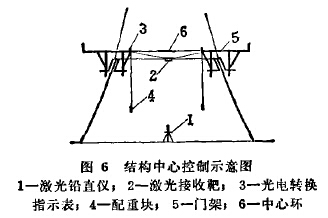
(l)结构中心线控制:应用激光铅直仪和激光接收靶控制结构中心(图6)。激光铅直仪设在塔底中心基准点上,激光接收靶悬挂在滑模结构体系中间,与模板上口同一高程,由四根绳索牵拉。当中心光斑被激光接收靶接收后,通过光电转换指示表和牵拉钢绳的调整,使光斑与激光靶中心重合,便可确认激光靶中心即为结构中心。在激光靶中心位置分别安装四根钢尺,供测量使用。
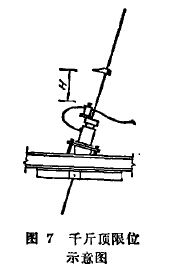
(2)提升千斤顶的水平控制:提升千斤顶的水平控制是保证工程质量和滑升安全的重要环节。冷却塔施工工程实践证明,分阶段滑升工艺施工,采用液压限位阀控平,在目前比其它任何方法更为简便有效。操作时将限位阀和限位挡分别安装在提升千斤顶和爬杆上,每施工250毫米高程控制一次。
由于控制高程标志在悬臂爬杆上,有一定误差,为此,可用水平仪在每一作业班实测一次门架标高,以供核实和调整(图7)。
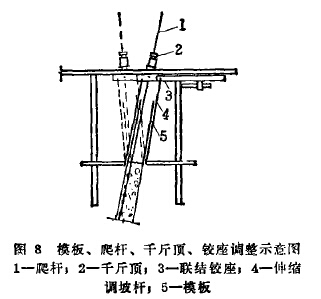
(3)模板上口尺寸及千斤顶、爬杆、联结铰座位置控制。模板上口尺寸直接反映筒壁几何尺寸的施工精度,必须严格控制。模板上口尺寸和千斤顶、爬杆、联结铰座在门架横梁上的位置是由一套装置同时控制的,调整控制操作在模板停滑脱空情况下进行。调整前必须将模板下端与混凝土筒壁夹紧。调整方法是按模板上口尺寸,采用控制调坡丝杠人工调整或液压传动装置自动控制方法,通过推拉杆推拉联结铰座,同时连同千斤顶、爬杆和模板一起,沿门架横梁移动,使之达到控制数值表中的要求数值。模板就位后安装壁厚控制螺栓。由于模板上口轮圆半径是直接量测的,所以可以保证足够的尺寸精度(见图8)。
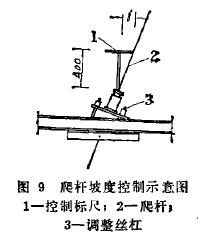
(4)千斤顶和爬杆的坡度控制。门架横梁以上部分爬杆坡度(或千斤顶)的调整是非常重要的,因为只有保证所有爬杆坡度一致,而且数值准确,滑升时各构件才能按控制数值改变各自的位置。控制方法是通过爬杆控坡小丝杠来实现的,在停滑和调模以后进行(图9)。利用专用控制角尺,按滑升控制数值表进行控制。控制后的坡度应与门架横粱以下爬杆坡度一致,亦与本层的模板坡度一致。爬杆坡度调整后方能浇灌混凝土。
(5)门架位置的控制:门架的位置是通过结构中心线,根据控制数值表的数值直接量测的,其允许误差为30毫米。如超出误差范围,影响正常滑升时,必须进行纠正。
(6)交叉斜撑上滑块控制:交叉斜撑上滑块的控制采用限位的方法较为简单。控制操作在每个滑升阶段中进行。具体方法可采用丝杠人工控制或采用液压传动装置控制,可根据实际情况选用。每次最大限位量不超过10毫米。
(7)辐射拉索的调整控制:在组装时,需对拉索长度进行严格标定。拉索收分可采用千斤顶或丝杠,但必须注意滑升过程中与提升千斤顶同步控制,同时保持拉索等长,防止中心环中心飘移而引起整个体系扭转。
实践证明,上述各调整控制方法,在精心管理和正常施工的情况下,筒壁半径尺寸误差可控制在10毫米以内,结构中心线误差在5毫米以内,壁厚尺寸误差在10毫米以内,都能满足几何尺寸施工精度要求,能保证冷却塔滑升施工的顺利进行。
3.冷却塔滑升施工中的纠偏
模板结构体系,由于制作、安装误差以及操作过程中出现的荷载不均、液压系统不同步、控制数值不准确等原因,出现位置偏移是难免的。偏差不大时,并不影响正常冷却塔滑升施工和简壁几何尺寸的精度控制,但不能任其扩大,必须在冷却塔滑升施工中不断纠正,消除偏差,以保证冷却塔施工顺利进行。
冷却塔滑升施工中出现的偏差鼻主要表现为门架水平位移(如图10)、门架倾斜及中心飘移等。纠正方法比较简单,只要精心操作,效果是明显的。
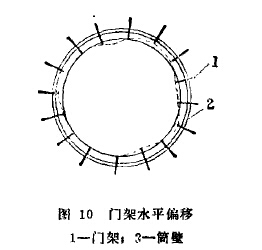
门架水平位移,即由门架组成的空间环形结构失圆,调整的方法是在模板上口刚开始滑升时,利用模板顶紧丝杠,顶紧一侧模板,同时放松另一侧模板,以已结硬的混凝土筒壁作为支承点,迫使门架向内或向外推移。调整时需注意相应的移动联结铰座,即爬杆的位置,以保证爬杆坡度不变,防止爬杼失稳变形。另外,也可采用调整爬杆坡度的办法,即调整爬杆坡度时,有意将其调整稍大或梢小些,使此门架在滑升时较其它门架相对向内或向外移动,从而达到纠正门架位置的目的。
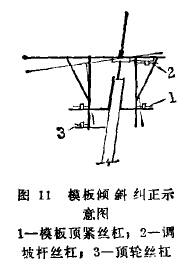
门架倾斜将造成内、外操作平台不平。调整的方法同样通过模板顶紧丝杠调整,改变伸缩夹板的长度,使门架恢复直立(图11)。
中心飘移一般分为两种情况:一是拉索长度不等,中心环中心位置飘移,另一是整个模板结构体系中心飘移。前者采用调整个别拉索长度的方法进行纠偏,后者采用上述门架水平移位的方法进行调整。但需注意,纠偏时均在拉索松弛的情况下进行,调整后再拉紧。
