
1 工程概况
500t 水塔系燕岗水源配套工程, 是西南地区最大水塔之一。该水塔主要由水箱、筒身和基础三部分组成, 全高38156m。水箱有效容积500m3 , 由气楼、上环梁、正锥壳顶盖、中环梁、倒锥壳箱体、下环梁及环板组成。水箱上口外缘直径为151384m , 壳厚为140~170mm , 箱体倒锥壳母线的斜度为45°, 顶盖为壁厚70mm 的正锥壳体, 矢跨比为1 :4 , 环板高018m。水箱混凝土用C30 , 混凝土总量56118m3 。筒身为C25 , 圆形钢筋混凝土结构, 外径为3200mm , 壁厚180mm , 至环板下口标高为2816m。基础为C20 钢筋混凝土圆板式整体结构。
2 提升设施制作
211 吊 杆
采用Φ25 螺纹钢筋, 闪光对焊连接, 焊接部位的金属毛刺等用砂轮磨平, 与母材的外表面齐平。吊杆上端穿入千斤顶中心孔, 下端穿入水箱下环梁预留穿过孔。吊杆数
量计算确定为36 根。
212 液压千斤顶
采用QYD - 35 型千斤顶, 每个吊杆上设3 台千斤顶,成串布置, 共计36 串, 每串3 台千斤顶用4 根螺栓连成一体, 用两根1m 长的高压胶管串联, 并倒置固定在提升支架的钢环梁上。在每串千斤顶最上面一台的油嘴处安一针形阀, 以便调节该串每台千斤顶的进油量。
213 液压控制台
液压控制台是液压传动系统的控制中心, 本工程采用1台YHJ - 56 型液压控制台。基本参数如表1 :
表1 液压控制台基本参数
|
工作压力MPa |
排油量L/ min |
最高压力MPa |
电机功率kW |
|
8~10 |
56 |
12 |
13 |
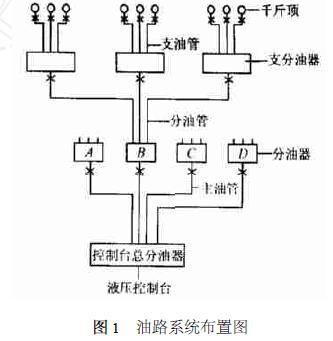
214 油 路
油路系统是连接控制台到千斤顶的液压通路, 主要由油管、管接头、液压分配器和截止阀等元、器件组成。油管采用高压橡胶管, 主油管内径为18mm , 分油管内径14mm; 油路的布置采用分级方式, 即: 从液压控制台通过主油管到分油器, 从分油器经分油管到支分油器, 从支分油器经胶管到千斤顶(如图1) 。主油管、分油管、支油管的长度应分别尽量相近。500t 水塔倒锥壳水箱整体顶升施工技术
215 液压系统试运转
液压系统安装完毕后, 进行试运转, 首先进行充油排气, 然后加压至12N/ mm2 , 每次持压5min , 重复3 次, 进行全面检查, 各密封处无渗漏, 确认各部分工作正常后,再插入吊杆。
3 提升支架制作
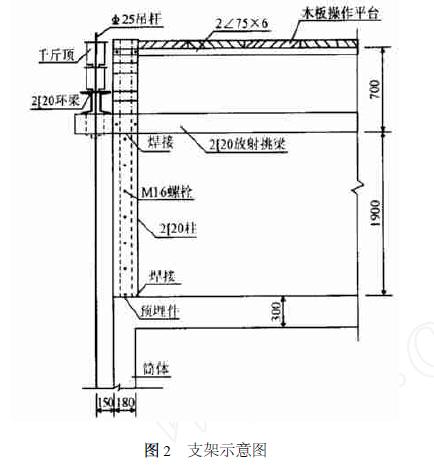
311 支架制作
提升支架设置在钢筋混凝土筒身顶端, 由槽钢支柱、槽钢挑梁、槽钢环梁、角钢支撑、钢板等焊接而成。筒身滑模施工所用的滑模提升钢管支架(以下简称支架) 在筒身施工完毕后不予拆除, 槽钢支柱、槽钢挑梁等与支柱钢管组合安装, 每两根槽钢与对应的支架钢管对夹, 螺栓连接, 所有槽钢均使用普通槽钢。支架上铺木板组成操作平台(如图2) 。
312 提升支架的焊接
提升支架的立柱与支筒预埋件、立柱与放射挑梁、挑梁与中间圆形钢板、挑梁与环梁等所有构件的焊接必须满足: 焊缝的宽度hf = 10mm , 焊缝的有效厚度he = 7mm , 满围贴角焊。单根放射挑梁与中间圆形钢板焊接长度不小于250mm。安装好的提升支架与筒身同心。
4 提升过程控制
411 提升工艺流程
吊杆定位→液压设备就位→水箱初升→水箱正常提升→水箱提升就位→安装临时支承钢架→环板钢筋绑扎→混凝土浇筑→养护拆模→提升机具及设备拆除。
41111 吊杆定位
将吊杆逐根插入千斤顶中心孔内, 并插入水箱下环梁预留洞中, 底部用绑条焊接好。检查每根吊杆位置, 确保吊杆、提升支架和筒身同心。吊杆定位后, 将液压操作台内的溢流阀压力调到1MPa , 通过千斤顶将每根吊杆拉直,进行预紧, 检查每根吊杆的松紧程度, 使每根吊杆内力基本相符, 用水平仪在每根吊杆上抄好水平标记线。
41112 水箱初升
将液压控制台的溢流阀压力调到5MPa , 开动油泵, 千斤顶的卡头带动吊杆使水箱慢慢升起, 至离地面20cm 左右, 暂停提升24h , 对提升支架、液压管路系统及水箱结构本身、吊杆的对焊接头和底部绑条焊缝位置进行全面检查。与此同时, 撤除水箱底部支垫的木板、木方及缝隙处的砂子和垫木。
41113 正式提升
经全面检查确认安全可靠后,开始进行水箱的正常提升。水箱每升高3m ,将拉上的吊杆用气焊切除一次,切除时在切口处先套上铁皮挡板,以免钢水流入千斤顶穿心孔内。
41114 提升中的检查
4111411 水箱水平度: 通过吊杆上的水平标记线, 每升高1m 检查一次水箱水平度, 做好调平工作, 使水箱各部在同步的情况下徐徐上升。
4111412 吊杆的应力调整: 对产生松弛的吊杆, 通过调节千斤顶使之继续受力拉紧, 并保持每根吊杆的受力基本一致。
4111413 液压系统的检查: 提升过程中, 要经常检查液压控制台, 千斤顶、油路有无漏油以及液压控制台、千斤顶有无故障。备用液压控制台一台和足量的油管、千斤顶,以备替换发生故障的控制台, 拆换漏油的油管, 某个千斤顶发生故障时, 可在该串千斤顶上再串安一台千斤顶。
4111414 提升支架的检查: 提升支架在提升过程中承受水箱及吊杆的全部荷载, 所以提升架的质量直接影响提升安全, 要经常检查提升支架的水平度、提升支架和筒身是否同心, 以及提升支架各焊接部位的质量。
41115 水箱提升就位, 安装就位支承钢架当水箱底部提升到筒身顶面时, 对水箱的水平度进行校核, 严格控制好水箱的水平度, 使水箱底上升到支承钢架预留口上皮时处于同一高度, 然后将支承钢架全部就位,校核好支承钢架上口钢板水平度后, 支承钢架立柱与筒身上口预埋件焊接; 再用铁垫楔垫塞水箱下环梁与支承钢架钢板间的空隙, 使水箱下环梁压在支承钢架上。
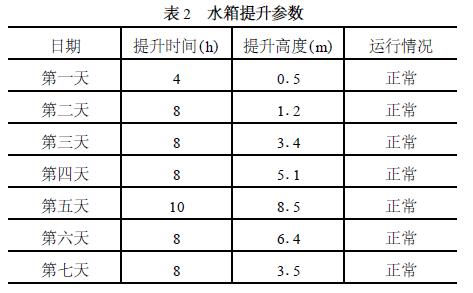
41116 水箱提升过程情况(见表2)
41117 浇筑环板(环板高800mm)支承钢架安装完毕, 经检验符合要求后, 按标准图集进行环板配筋、支模, 然后浇筑环板混凝土, 使水箱永久固定。
41118 提升机具及设备的拆除
环板砼强度达到设计强度后, 即可将液压控制台泄压。逐个将油管、千斤顶及提升支架拆除。
5 结束语
倒锥壳水塔采用顶升法施工, 水箱地面预制砼浇筑时间短, 工作效率高, 施工安全, 便于养护, 砼质量控制容易, 节约设施费。采用该方法施工, 能有效缩短工期, 降低工程成本, 达到了预期的目的。
