套筒式或多管式烟囱都是在外筒混凝土烟囱施工完毕检验合格后再进行内筒的施工。常用的施工方法是在烟囱底部开门, 钢内筒在就近的制造厂分段制造或者现场分段卷制焊接运至烟囱内。内筒分段组装焊接采用倒装法, 倒装法主要有气压顶升、液压提升和液压顶升3种, 这些方法在自支撑烟囱钢内筒施工中应用已较为成熟。经比较最终采用液压顶升, 其工作原理为:提升环梁伸出12根插销托住钢制内筒上的倒牛腿, 提升环梁的3条支腿搁置在同一平面上3个均布分开的爬升千斤顶上, 爬升千斤顶按指令在立柱的凹槽内攀住方孔向上爬行, 实现钢烟囱筒体上升, 见图1。

图1 液压顶升装置

图3 完成组对的筒节
2.2 焊接
钛复合板的焊接接头型式采用图2所示的型式, 基层焊接完毕检验合格后再进行复层的焊接, 复层采用的是70mm宽, 1.6mm厚的TA2板, 与复层金属搭接角焊。复合板生产厂家生产时要按照图纸定尺生产, 保证复层金属比基层少15mm, 避免现场切割。筒体焊接中的一些其他角焊缝也应采用钛贴条的型式对角焊缝进行保护。受烟囱内部焊接条件的限制, 内部焊接只宜进行环焊缝的对接, 其余焊缝应在烟囱外部进行, 见图3。钛复合板的焊接具有特殊性, 在焊接前施工单位应制定合理的焊接规程, 并在焊接过程中严格遵守。
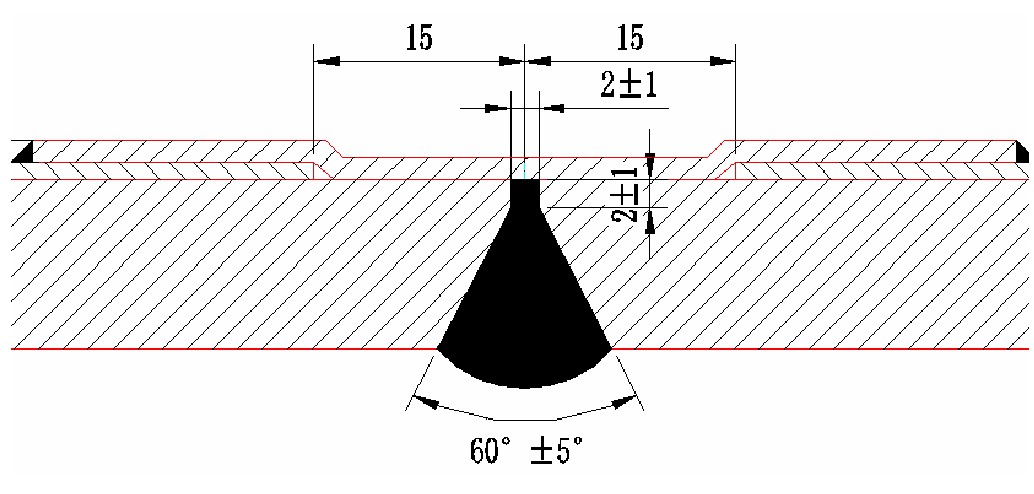
图2 筒体对接焊缝示意图
复合板基层的检验采用100%UT检测, Ⅰ级合格, 复层的检验采用100%PT检测, Ⅰ级合格。
2.3 施工过程
板材到货后应由专门的场地堆放, 防止铁污染, 并且进行外观检查, 是否符合订货要求。为防止铁污染, 其钢板卷制时应将复合层一面进行保护, 卷制时采用同规格的硬塑料板或0.1mm的铜皮进行防护以保证复合层不受污染及损坏。卷制时加设垫板以保证开头和结尾处的卷制弧度。
卷制完成的筒体符合要求后进行纵环焊缝的焊接, 检验合格后, 通过卷扬机将组对好的两段筒节运送至烟囱内 (见图4) , 然后再与烟囱内部的筒节组对, 焊接环焊缝, 刷漆, 保温等全部工程完工后。通过液压顶升装置, 将筒节顶升至预定高度。图5所示为施工完成后的筒节。
施工中要合理安排筒节组对、平台梁、止晃点、直梯或斜梯、保温、外壁焊接件等的施工顺序, 保证施工顺利进行。

图4 两段筒节运至烟囱内
图5 施工完成后的筒节

 扫一扫咨询微信客服
扫一扫咨询微信客服