
1、概况
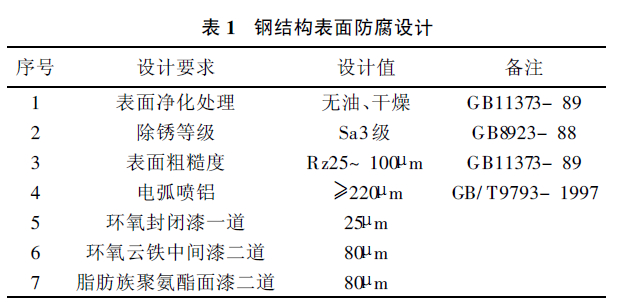
钢结构件防腐包括:钢结构外表面喷砂、喷铝、封闭环氧底漆一道、环氧中间漆二道、面漆二道。
重要钢结构件防腐为其自身不受其环境气候、侵蚀破坏的屏障,采用电弧喷铝长效防腐,防腐时间长、价格适中、速度快,具有推广价值。样板比较的方法人为有一定的偏差,今后应进一步完善检测仪器。具体如下文所述:
2、防腐方案设计(见表1)
表1钢结构表面防腐设计
3、防腐施工
根据工件结构尺寸大小情况确定其施工方法,不易移动的大型工1件采取工件不动。移动设备的方式进行防腐施工;易移动的小型工件,采用集中防腐施工,设备不动的方法。
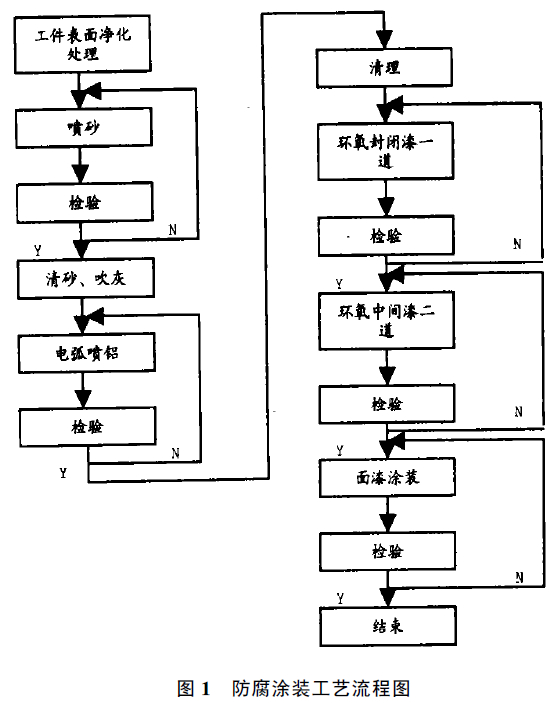
钢结构件焊接完成后,首先进行净化处理,再用铜矿渣作磨料进行喷砂除锈,达设计要求后,清除构件表面灰尘等,进行电弧喷涂,电弧喷涂达设计要求后,清除工件表面灰尘、铝涂层颗粒等污物,进行油漆涂装。
3.1防腐施工工艺流程(见图1)
3.2施工方法、顺序
钢构件在涂装之前进行彻底除锈,除锈的干净可提高其附着力,直接关系到涂层质量的好坏。
(1)钢结构件表面净化处理:对局部油污严重处,用脱脂剂或汽油等溶剂擦净油污,再用清水洗净并晾干。加强防护。
(2)除锈和粗化:抛射或喷砂除锈,除锈清洁度达到Sa3级,喷砂从看不出表面粗糙度变化时起,继续喷到原喷砂时间的25%,以保证粗化处理后表面粗糙度达到Rz25-100μm。
(3)清理砂子后,用压缩空气吹净构件表面的灰尘,准备喷涂。
(4)电弧热喷铝:铝涂层厚度≥220μm。需焊接边缘留出30-50mm宽不喷。喷砂结束后应≤4h喷涂完毕。否则需重新进行喷砂处理后再喷涂。
(5)封闭铝涂层第1道:构件清理干净后。用环氧底漆封闭第1道,大面积用高压无气喷涂机喷涂,孔、边筹死角用手工滚或刷,进行预涂。涂层自然干燥。
(6)喷涂环氧云铁中间漆二道:大面积用高压无气喷涂机喷涂,孔、边等死角用手工滚或刷,先进行预涂。涂层自然干燥。
(7)脂肪族聚氨酯面漆:涂装第一道面漆。要求同(5)。
3.3防腐涂层质量标准和检测方法
施工过程严格按有关国家标准要求进行。
3.3.1喷砂除锈
(1)依据:国家标准GB8923-38《涂装前钢材表面锈蚀等级和除锈等级》;国家标准GB/9793-1997《金属和其他无机覆盖层热喷涂锌、铝及其合金涂层》。
(2)质量标难:
①清洁度为Sa3级——钢材表面应无可见的油脂和污垢,并没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。底材显露部分的表面应具有金属光泽。
②粗糙度为Rz25-IOCPm-喷砂操作从看不出表面粗糙度变化时起,再继续喷砂至原喷砂时间的25%。
(3)检测方法:目测法检验,除锈的构件与样块比较,由喷砂时的距离和角度造成新旧喷砂的痕迹不一样,构件表面色调不一样。检查时应注意区分。
3.3.2喷铝涂层
(1)依据:国家标准GB-T9793-1997《金属和其他无机覆盖层热涂锌、铝及其合金》。
(2)专业术语及规定:
①有效表面为己喷涂和待喷涂的表面;
②基准表面。在有效表面上作涂层厚度测量的给定区域;基准表面面积为1cm2的正方形时代表1m2以下有效面积;基准表面面积为1dm2的正方形时代表lm2以上有效面积。
③局部厚度:基准表面上按规定作数点测量所得涂层厚度的平均值。
④最小局部厚度:有效表面上各局部厚度中的最小值。
⑤余层平均厚度:局部厚度的平均值即为涂层平均厚度。
(3)质量标准:
①材质:喷涂用铝丝的村质,应符合GB3190-82中的L-2的质量要求。Al≥99.5%。
②外观质量:涂层表面均匀,不允许有起皮鼓泡、大熔滴、裂纹、掉块及其它影响涂层使用的缺陷。
③厚度:电弧喷涂铝涂层最小局部厚度应≥220μm。
④结合力:用划格法试验,方格内的涂层不得与基体剥离。
(4)检验方法:
①材质:所用材料必须具有出厂合格证明书。
②外观:用目视比较法对照标准样块直观检查。
③厚度:用BCIOOA型磁性涂层测厚仪测量涂层厚度。当基准表面为lcm2时,在该基准面上做五次测量,取其算术平均值,此平均值即为涂层局部厚度;当基准表面为ldm2时,在该基准面上做十次测量,取其算术平均值,此平均值即为涂层局部厚度。所有局部厚度中的最小值即为涂层最小局部厚度。
④结合力检测:现场用划格法检验,在近似面积15mm×15mm范围内,划格成为方格子。划痕间距1mm,划格刀具刃口与涂层表面保持90℃切割,切割后涂层与基体表面必须完全切断,在格子状涂层表面贴上粘胶带,用约500g负荷手指压紧,以手持粘胶带一端,按与涂层表面垂直方向,以迅速又突然方式将粘胶带拉开,涂层不剥落为合格.如果粘胶带带有破断的涂层粘附,但破断部分发生茌涂层间,而不是在涂层与基体的界面上,基体未裸露,亦认为是合格。
如用锤击法检验涂层与基体的结合力。即用锤子锤击涂层,没有成块涂层崩落即为合格。
3.3.3封闭和油漆涂层
(1)依据:国家标准GB9286-88《色漆和清漆漆膜的划格试验》。
(2)质量标准:
①外观:表面平整无气泡起皮流挂漏涂等缺陷;
②附着力:金属涂层与有机涂层结合牢靠;
③厚度:环氧封闭漆一道25μm,环氧中间漆二道80μm,面漆二道80μm。
(3)检测方法:
①外观:目视法;
②附着力:用划格法。在漆膜上用单面刀片划间隔为1mm的方格36个,然后用软毛刷沿格阵两对角线方向,轻轻地往复各刷5次。按标准的要求评判合格与否。
③厚度:用BC100A型磁性涂层测厚仪测量涂层厚度。
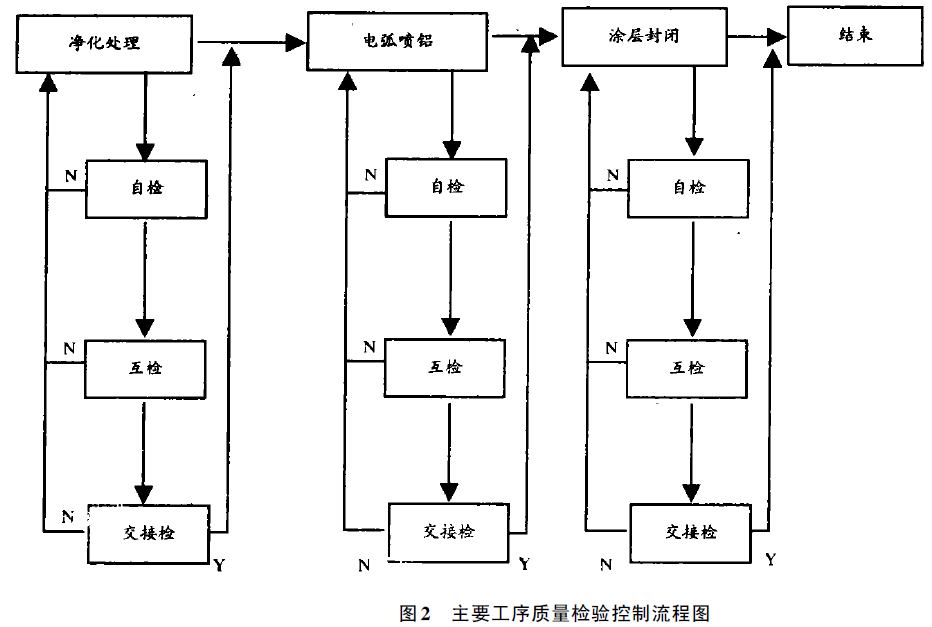
主要工序质量检验控制流程见图2。
4、施工环境条件、原材料要求
(1)喷砂喷涂时工件表面温度应高于环境温度3℃,油漆涂装应在环境温度5℃-38℃之间。相对湿度应<85%。构件表面有结露时,不得涂装。雨雪天不得室外作业,涂装后4h之内不得淋雨,防止尚未固化的漆膜被雨水冲坏。
(2)安装焊缝处应留出30-50mm,暂不涂装。
(3)空气处理系统是保证施工质量的重要设备,要确保提供无油无水干燥的压缩空气。
(4)现场防火管理制度应经消防部门审批。
(5)油漆、稀释剂等易燃物品应放在专用仓库。
(6)油漆涂装附近区域禁止烟火。
(7)施工人员要进行岗前安全教育,懂得防火、灭火救火基本知识。
(8)现场设置醒目的防火标志牌,不得私自挪动标志牌和消防设施。
(9)原材料:从原材料的质量控制。使防腐蚀工程质量达到规定的目标,所用原材料分为A、B级控制,A级为铝丝、油漆,B级为砂材。所用原材料全部需提供并有材料合格证,用货单位进行复检。
电弧喷涂所用铝丝材质要求为:铝的纯度>99.5%,杂质总含量控制≤0.5%。
5、施工过程质量监控
(1)涂装首先清除工件表面油、污、焊渣焊瘤;喷砂完成的工件,不允许二次污染。丝材在施工中要防碰变形,影响正常使用。
(2)检测仪器要有资质的鉴定单位出具的合格证明,并在规定的周期内。测厚仪使用过程中每周校验。
(3)工序间要严格按照三检制度,工件检验不合格要重新返工处理。
(4)配置好的油漆不宜存放过久,应随用随配。稀释剂的使用应严格按规定执行,不得随意添加。
(5)涂装应均匀,无明显起皱、流挂、附着应良好。
(6)做好施工资料原始记录的收集整理工作并整理归档。
6、小结
铁路通道铁路轮渡栈桥分海口端南港栈桥和广东省海安端北港栈桥,是列车上船海运登陆的重要桥渡枢纽。技术先进,科技含量高。能随潮水的涨落调整高度。这种桥梁结构形式是我国首次使用,有着亚洲第一桥的美誉。铁路、汽车、人行栈桥钢结构电弧喷涂长效防腐工程是栈桥重要组成部分,面积约3×104m2。工程地处南海之滨,有酸性雨。栈桥钢结构采用电弧喷铝长效防腐方法(防腐年限40年)。
